Szacowanie czasu szkolenia to bardzo ważny element procesu zarządzania kompetencjami pracowników. W pracy szczegółowo opisano metodę TWI Instruowanie Pracowników należącą do amerykańskiego programu Training Within Industry. Zaprezentowano jakie korzyści przedsiębiorstwo może odnieść stosując tą metodę do szkolenia operatorów bezpośrednio produkcyjnych. Przedstawiono ponadto w jaki sposób można zarządzać systemem szkoleń w firmie z wykorzystaniem macierzy kompetencji. W ostatniej części pracy zaprezentowano autorski wzór na szacowanie czasu szkolenia prowadzonego zgodnie z metodą TWI Instruowania Pracowników. Wzór na szacowanie czasu szkolenia zdefiniowano w oparciu o badania w przemyśle krajowym.
Program Training Within Industry – skuteczna recepta na problem wynikające z rotacji pracowników
W obecnych czasach przedsiębiorstwa mają coraz większe problemy ze znalezieniem wykwalifikowanej kadry pracowniczej, jak również pracowników bezpośrednio produkcyjnych. Otwarcie rynku pracy w Unii Europejskiej spowodowało wyjazd wielu ludzi poza granice kraju. Efektem tego, kadra pracownicza stała się zasobem rzadkim, o który trzeba zabiegać, i o którego trzeba konkurować. Ponadto zmiana modelu stosunku pracy w Polsce, jaki przed rokiem 1989 przejawiał się wieloletnią pracą głównie w jednym przedsiębiorstwie, a obecnie cechuje go migracja pracowników pomiędzy firmami, spowodował, że pracodawcy stanęli przed jeszcze jednym problemem, jakim jest rotacja pracowników.
Naprzeciw tym problemom, które wynikają z ciągłej rotacji i zatrudniania nowych i niedoświadczonych pracowników, staje program Training Within Industry (z ang. szkolenia w przemyśle, TWI). Geneza programu TWI sięga wczesnych lat 40., kiedy po inwazji wojsk hitlerowskich na Francję w czerwcu 1940, w USA zdano sobie sprawę, że Wojna Światowa jest nieunikniona. Dużym zagrożeniem dla USA było to, że zaangażowanie się wojsk amerykański w wojnę oznaczało pobór do armii większości amerykańskich mężczyzn w wieku produkcyjnym, którzy dotąd pracowali głównie w przemyśle. Programu TWI miał na celu włączyć do pracy w przemyśle osoby, które nigdy dotąd w obszarze produkcyjnym nie pracowały. Byli to głównie kobiety, mężczyźni w wieku niepoborowym oraz pracownicy administracyjni [1]. Program TWI kierowany był głównie do przełożonych, którzy odpowiadali za pracę pracowników bezpośrednio produkcyjnych. Celem programu TWI było wyćwiczenie w nich umiejętności instruowania pracowników, doskonalenia obecnych metod pracy oraz utrzymywanie dobrych relacji z pracownikami. Wdrożenie programu TWI w przemyśle amerykańskim przyniosło olbrzymie korzyści. Według raportu sporządzanego w 1945 roku, w którym przedstawiono wyniki wdrożenia programu TWI w 600 firmach, okazało się, że [1]:
- 100% uczestniczących firm skróciło czas szkolenia nowych pracowników o 25% lub więcej,
- 86% firm zwiększyło wydajność o 25% lub więcej,
- 88% firm zredukowało pracochłonność na produkt o 25% lub więcej,
- 55% firm zredukowało braki o ponad 25%,
- 100% firm zredukowało reklamacje o ponad 25%.
Sukces tego programu opierał się na tym, że każda z jego metod zbudowania była w oparciu o cykl Plan-Do-Check-Act (z ang. zaplanuj – wykonaj – sprawdź – nadzoruj, PDCA), który został opracowany krótko przed powstaniem programu TWI przez Williama Edwardsa Deminga [2]. Mimo tak wielkiego sukcesu program TWI zarzucono w USA. Było to głównie spowodowane przez to, że program TWI był programem militarnym. Po II Wojnie Światowej przekazano program TWI do Japonii w ramach planu Dog`a oraz do Europy w ramach planu Marshalla. Japońskie firmy takie jak Toyota, czy Sanyo wykorzystały TWI jako fundamenty do rozwijania swoich efektywnych metod produkcji, określanych dziś właśnie jako Lean Manufacturing. Obecnie program TWI utożsamiany jest z filozofią Lean Manufacturing [3]. Wiele narzędzi i metod należących do filozofii Lean Manufacturing (z ang. szczupłe wytwarzanie) powstało na podstawie programu TWI dlatego należy traktować Lean Manufacturing i program TWI jako jedną, w pełni uzupełniającą się filozofię zorientowaną na poprawę efektywności procesów produkcyjnych. Bez programu TWI nie byłoby systemu Toyota Production System (z ang. system produkcyjny Toyoty, TPS), a tym samym filozofii Lean Manufacturing. Program TWI został zaimplementowany przez Toyotę i stał się integralną częścią systemu TPS [1]. Program TWI był podstawą przy tworzeniu kultury zarządzania w Toyocie, która opierała się na ciągłym doskonaleniu oraz nieustannemu procesowi nauczania [4].
Metoda TWI Instruowanie Pracowników jako kluczowe narzędzie do efektywnego przekazywania wiedzy na hali produkcyjnej
Metoda TWI Instruowania Pracowników (ang. TWI Job Instruction, TWI IP) to sposób efektywnego szkolenia pracowników z tego, jak powinni prawidłowo i bez błędów wykonywać swoje zadania produkcyjne [1]. Wykorzystując tą metodę przełożeni są w stanie krócej, a przy tym skuteczniej instruować pracowników, co przekłada się na redukcję błędów w pracy i wzrost wydajności. Wpływ poprawnego procesu instruktażu na osiąganie wyników produkcyjnych podkreślają Hayes i Clark, którzy zaznaczają, że przedsiębiorstwo może osiągać swoje cele tylko wtedy, kiedy menadżerowie kładą duży nacisk na proces szkoleń stanowiskowych [5]. Autorzy podkreślają, że efektywny instruktaż przekłada się na poprawę produktywności pracowników w dłuższym czasie, dlatego wartościowej jest poświęcić czas na szkolenie, aby w przyszłości osiągać większe korzyści.
Poprowadzenie prawidłowego instruktażu możliwe jest tylko wtedy, kiedy szkolący postępuje metodycznie według 4-krokowej metody TWI IP (Tabela 1). Metoda ta obejmuje swoim zakresem nie tylko sam czas prowadzenia szkolenia stanowiskowego, ale również fazę przygotowania pracownika do instruktarzu oraz nadzorowania go, kiedy zostaje pozostawiony samodzielnie na stanowisku pracy. W dalszej części artykułu użyto słowa „instruktor” dla określenia brygadzisty (bądź doświadczonego pracownika), który prowadzi szkolenie oraz słowa „uczeń” dla określenia nowego pracownika, który uczy się pracy.
Tab. 1. Cztery kroki metody TWI IP.
Źródło: opracowanie własne na podstawie [1]
| Krok metody TWI IP | Elementy do wykonania przez instruktora |
|---|---|
| 1. PRZYGOTUJ UCZNIA | – stwórz swobodną atmosferę, – określ pracę, – dowiedz się co uczeń potrafi, – zainteresuj ucznia tym, czego będziesz go uczył, – ustaw ucznia w odpowiedniej pozycji. |
| 2.ZAPREZENTUJ PRACĘ | – prezentacja 1, wyraźnie oddziel każdy główny krok, – prezentacja 2, podkreśl każdą wskazówkę, – prezentacja 3, objaśnij przyczyny występowania wskazówek. |
| 3. SPRAWDŹ UCZNIA | – uczeń wykonuje pracę – popraw błędy, – uczeń wykonuje pracę – podkreśla każdy główny krok, – uczeń wykonuje pracę – podkreśla wskazówki, – uczeń wykonuje pracę – wyjaśnia przyczyny występowania wskazówek. |
| 4. NADZORUJ UCZNIA | – pozostaw ucznia samego – wskaż do kogo ma się udać po pomoc – sprawdzaj go często – zachęcaj by zadawał pytania – stopniowo zmniejszaj nadzór |
Poniżej opisano jak instruktor wykonuje poszczególne kroki szkolenia stanowiskowego, zgodnie z metodą TWI IP.
Przygotowanie ucznia – krok 1. metody TWI IP
Pierwszym krokiem szkolenia stanowiskowego jest odpowiednie przygotowanie ucznia, tak aby skutecznie przyjmował wiedzę od instruktora. Najczęściej podczas instruktażu uczeń jest niepewny i zestresowany niezależnie czy jest nowoprzyjętym, czy też doświadczonym pracownikiem. Istotne jest zatem stworzenie swobodnej atmosfery na samym początku szkolenia [1]. Zapytanie o hobby, zainteresowania albo życie rodzinne ucznia może nie tylko rozluźnić atmosferę i rozładować napięcie, ale także stać się przyczynkiem pod budowanie dobrych relacji z pracownikiem. Kolejnym etapem przygotowania ucznia jest wyjaśnienie mu, na czym jego praca będzie polegać oraz rozpoznanie umiejętności szkolonego. Dzięki temu instruktor wie, na ile szczegółowo prezentować operacje produkcyjne [6]. Ważne jest także zainteresowanie ucznia wykonywaną pracę. Ten etap szkolenia jest bardzo często pomijany i lekceważony przez instruktorów. W przedsiębiorstwie produkującym narzędzia chirurgiczne wspomnienie podczas szkolenia o tym, że narzędzia takie ratują życie ludzkie, może wydawać się błahe, ale w gruncie rzeczy nadaje ono sens wykonywanej pracy. Podobnie w firmie zajmującej się produkcją mebli, wspomnienie o tym, że tutaj wytwarzane meble sprzedawane są na całym świecie, może w oczach szkolonego podnieść rangę pracy. Przed rozpoczęciem szkolenia należy odpowiednio ustawić ucznia tak, aby dobrze widział wykonywaną pracę z tej samej pozycji co instruktor.
Zaprezentowanie pracy przez Instruktora – krok 2. metody TWI IP
Głównym celem tego kroku jest przekazywanie informacji o pracy uczniowi w małych porcjach, które jest on w stanie skutecznie zapamiętać. Pozwala to wyeliminować częsty błąd instruktorów jakim jest przekazywania zbyt wielu informacji uczniowi na raz. Instruktor w kroku 2. metody TWI IP prezentuje pracę uczniowi trzykrotnie. Każda kolejna prezentacja jest coraz bardziej szczegółowa. Za pierwszym razem instruktor prezentuje całą pracę informując ucznia wyłącznie o głównych krokach. Głównym krokiem jest istotny fragment pracy, który powoduje jej postęp [1]. Za drugim razem instruktor prezentuje pracę ponownie, powtarzając główne kroki oraz dodając do każdego kroku wskazówki. Wskazówką w głównym kroku jest wszystko to, co może spowodować prawidłowe lub nie prawidłowe wykonanie kroku, uraz pracownika albo znacząco ułatwia pracę [6]. O ile główny krok odpowiada na pytanie co należy wykonać, o tyle wskazówka wskazuje jak to powinno zostać wykonane. Ostatnia prezentacja trenera powinna zostać wzbogacona o wyjaśnienie przyczyn występowania wskazówek w pracy. Przyczyna odpowiada na pytanie dlaczego dana wskazówka jest taka ważna. Innymi słowy informuje także o konsekwencjach nie stosowania się do wskazówek. Jest to bardzo ważny etap prezentacji, ponieważ buduje on u szkolonego świadomość, dlaczego praca powinna być wykonywana w taki, a nie inny sposób.
Pozwól uczniowi spróbować – krok 3. metody TWI IP
W tym kroku instruktor musi sprawdzić, czy pracownik potrafi wykonać pracę samodzielnie i wyeliminować ewentualne błędy. Uczeń powinien wykonać pracę przynajmniej czterokrotnie. Pierwsze wykonanie pozwala instruktorowi stwierdzić, w jakim stopniu uczeń zrozumiał pracę. Jest to ten moment, kiedy należy „wychwycić” i poprawić wszystkie błędy oraz złe nawyki, które mogą wkraść się w wykonywaną pracę. Po pierwszej prezentacji uczeń powinien zaprezentować pracę raz jeszcze, tym razem omawiając główne kroki. W trzeciej prezentacji uczeń przypomina główne kroki i podaje do każdego z nich wskazówki. Uczeń nie musi używać dokładnie takich samych sformułowań jak instruktor, ale istotne jest, aby pokazał, że wie jaka jest sekwencja i sposób wykonania pracy. Czwarta prezentacja ucznia powinna zawierać omówienie głównych kroków, wskazówek i przyczyn, dla każdej wskazówki. Poprawne omówienie przez ucznia przyczyn występowania wskazówek da instruktorowi pewność, że uczeń wykonuje pracę świadomie. Jeżeli po czterech prezentacjach ucznia instruktor nie jest pewny, czy może pozostawić go samodzielnie na stanowisku pracy, to powinien poprosić o kolejną prezentację. Bardzo ważne w metodzie TWI IP jest wymaganie od ucznia nie tylko wykonania pracy, ale również opowiedzenia z jakich głównych kroków oraz wskazówek dana praca się składa, a także dlaczego wskazówki są takie ważne. Taki sposób prowadzenia kroku 3. metody TWI IP związany jest z tym, że ludzie przyswajają najwięcej informacji, kiedy przećwiczą daną czynność i powtórzą na głos jej zawartość (Rysunek 1).
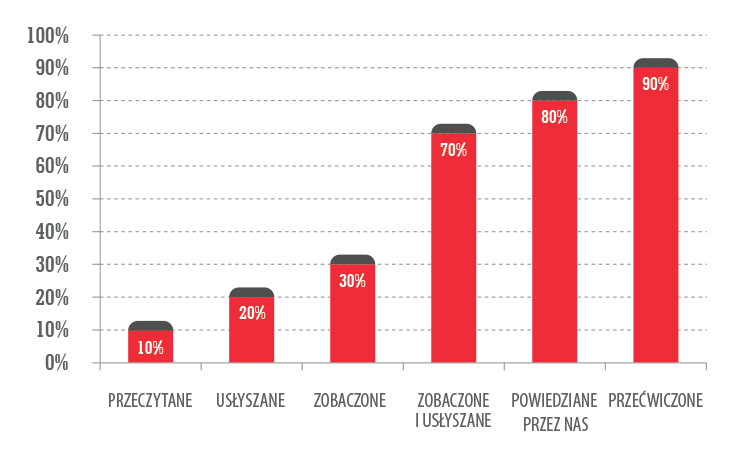
Rys. 1. Procentowa ilość zapamiętanych informacji w zależności od rodzaju przekazu
Opracowanie własne na podstawie [7]
Bardzo często instruktaż na stanowisku produkcyjnym może sprowadzać się wyłącznie do omówienia i pokazania pracy, a następnie pozostawienie ucznia samego. Bazując na badaniach zestawiony na Rysunku 1 jest to nieskuteczny sposób instruktażu, który może prowadzić do pojawiania się braków, błędów oraz wypadków na stanowisku pracy.
Nadzoruj ucznia krok 4. metody TWI IP
Motto przewodnie metody TWI IP brzmi: „Jeżeli pracownik się nie nauczył, to oznacza, że nauczyciel go nie nauczył” [6]. W interesie instruktora jest zdobycie pewności, że uczeń może samodzielnie wykonywać pracę ponieważ to instruktor odpowiada za potencjalne błędy ucznia. W tym celu instruktor musi realizować czwarty krok metody TWI IP, który związany jest z nadzorowaniem pracy ucznia. Ten krok jest często pomijany przy szkoleniach pracowników. Najczęściej samo szkolenie kończy się w momencie pozostawienia ucznia samodzielnie na stanowisku pracy. Instruktor powinien sprawdzać pracownika na początku bardzo często i stopniowo zmniejszać nadzór. Od razu należy wskazać osobę, do której pracownik może się udać po pomoc. Ważną jest zachęcanie ucznia do zadawania pytań. Ludzie, w szczególności kiedy znajdują się w nowym miejscu, są nieśmiali i boją się pytać. Niestety czasem prowadzi to do sytuacji, w której pracownik zamiast zapytać o to, czego nie rozumie, zaczyna pracę wykonywać błędnie.
Korzyści płynące z poprawnego stosowania metody TWI IP
Metoda TWI IP to efektywne narzędzie, które przekłada się na osiąganie przewagi konkurencyjnej przez przedsiębiorstwa. Potwierdzają to badania literaturowe. Dzięki zastosowaniu metody TWI IP w firmie Aesculap Chifa udało się osiągnąć [8]:
- redukcję czasu szkolenia pracowników o 30%, co przy rocznych kosztach szkoleń pracowników na poziomie 1,2 mln zł przełożyło się na 360 tys. zł oszczędności,
- ujednolicenie zawartości wiedzy przekazywanej szkolonym przez szkolących w procesie szkolenia za pomocą APP,
- redukcję zmienności podczas wykonywania operacji produkcyjnej przez operatorów, co przełożyło się na redukcję liczby braków, eliminację poprawek, a tym samym na wzrost produktywności,
- zwiększenie elastyczności siły roboczej, co przełożyło się na skrócenie czasów realizacji zleceń produkcyjnych oraz redukcję zapasów magazynowych i poziomu robót w toku.
Poprawne stosowanie metody TWI IP wymaga kompleksowego planu zarządzania system szkoleń stanowiskowych w przedsiębiorstwie. W Rozdziale 2 przedstawione zostanie narzędzie, którego stosowanie ułatwia efektywne wdrażania metody TWI IP w przedsiębiorstwie.
Zarządzanie systemem szkoleń stanowiskowych w przedsiębiorstwach poprzez macierz kompetencji
Podczas projektowania systemu szkoleń w przedsiębiorstwie ważne jest opracowanie macierzy kompetencji [6]. W Tabeli 2 przedstawiono uproszczoną wersję macierzy kompetencji. Macierz taka powinna zawierać zbiór wszystkich operacji w procesie oraz wykaz operatorów, którzy dane operacje mogą wykonywać. Za opracowywanie i przestrzeganie macierzy kompetencji odpowiedzialny jest bezpośrednio przełożony.
Tab. 2. Macierz kompetencji pracowników
Macierz kompetencji
Źródło: Opracowanie własne na podstawie [6]
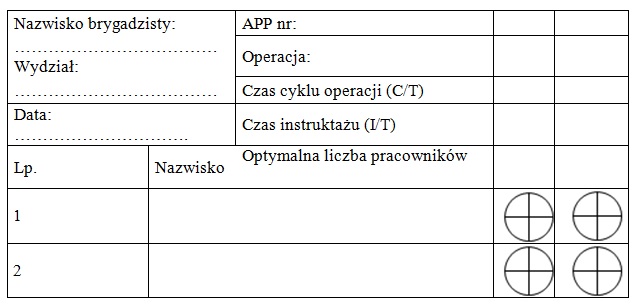
Dla każdej operacji zawartej w macierzy kompetencji powinien zostać opracowany arkusz, na którym wyszczególnione są główne kroki, wskazówki i przyczyny występowania wskazówek. Taki podział jest istotny, aby można było poprowadzić szkolenie zgodnie z metodą TWI IP. Każdy z pracowników powinien zostać oceniony przez swojego bezpośredniego przełożonego z tego, na jakim poziomie potrafi wykonywać daną operacją. Taka ocena jest niezbędna przy planowaniu szkoleń. Jest to proces zarządzania szkoleniami przez bezpośrednich przełożonych. Ponadto na macierzy kompetencji należy określić optymalną liczbę operatorów, która potrafi wykonywać daną operację i porównać ją z rzeczywistą liczbą operatorów, którzy mogą samodzielnie przy tej operacji pracować [6]. Bazując na legendzie opisanej na macierzy kompetencji przedstawionej w Tabeli 2, pracownik nie jest w stanie samodzielnie wykonywać pracy kiedy:
- nie przeszedł szkolenia w ogóle,
- jest w trakcie szkolenia (ma oznaczone 25% umiejętności),
- ma 50% umiejętności, co oznacza, że pracuje na stanowisku, ale cały czas pod kontrolą przełożonego. Z tego też powodu instruktaż nadal trwa, a pracownik nie jest całkowicie samodzielny.
Natomiast jako pełnoprawnego pracownika do wykonania pracy uznaje się operatora, który:
- ma 75% umiejętności, co oznacza, że przeszedł szkolenie i samodzielnie może pracować na stanowisku pracy,
- może szkolić (100% umiejętności), co oznacza, że poza wykonywaniem pracy, operator może szkolić innych operatorów (posiada wiedzę jak to robić).
Macierz kompetencji przyjmuje dla przełożonego rolę narzędzia do zarządzania zasobami ludzkimi. Dzięki niej przełożony jest w stanie sprawdzić obsadę pracowników, zweryfikować braki personalne w zależności od operacji, wskazać osoby, które powinny zostać przeszkolenie oraz wyznaczyć termin szkolenia. Istotnym problemem w macierzach kompetencji, które występują w literaturze, jest brak zapisu na temat długości instruktażu, który prowadzony jest zgodnie z metodą TWI IP. W przeanalizowanej literaturze nie znaleziono wzoru, który umożliwiłby oszacowanie czasu szkolenia poprowadzonego zgodnie z metodą TWI IP. Znając taką wartość przełożony byłby w stanie, poza wyznaczeniem trenera i ucznia, określić ile czasu powinien zająć instruktaż, co jest niezbędnym elementem zarządzania pracą w swoim obszarze. Ważne wobec tego jest opracowanie wzoru, który umożliwiłby szacowanie czasu szkolenia prowadzonego zgodnie z metodą TWI IP.
Szacowanie czasu szkolenia prowadzonego zgodnie z metodą TWI IP
Szacowanie czasu szkolenia jest trudnym wyzwaniem w firmach produkcyjnych. Czas instruktażu stanowiskowego prowadzonego zgodnie z metodą TWI IP jest zależny od długości czasu cyklu (ang. Cycle Time, C/T) poszczególnej operacji. C/T przedstawia, jak często gotowa sztuka wychodzi na końcu gniazda produkcyjnego [9]. Jest on wobec tego mierzony, a nie obliczany. W celu opracowania wzoru na szacowanie czasu szkolenia prowadzonego zgodnie z metodą TWI IP przeprowadzono badania w krajowym przemyśle, podczas których zmierzono czas instruktażu stanowiskowego prowadzonego przez 107 pracowników produkcyjnych (głównie brygadzistów i doświadczonych operatorów). Badania przeprowadzono w 11 przedsiębiorstwach produkcyjnych, których fabryki zlokalizowane są na terenie Polski. Badane firmy należały do różnych branż produkcyjnych, o różnych procesach wytwórczych (Rysunek 2).
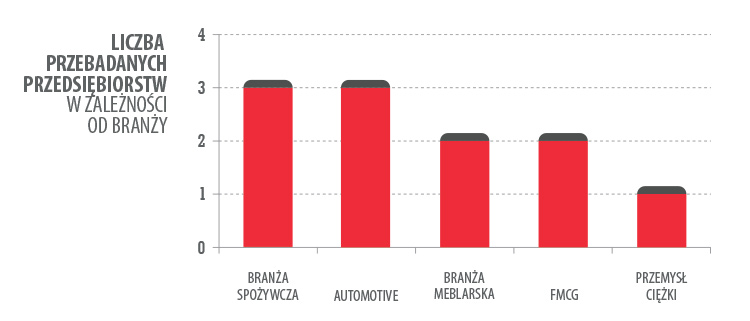
Rys. 2. Liczba przebadanych przedsiębiorstw produkcyjnych w zależności od branży produkcyjnej.
Źródło: Opracowanie własne
Przy wykonywaniu badań na szacowanie czasu szkolenia zdefiniowano następujące założenia:
- wzięto pod uwagę wyłącznie czasy instruktaży, które zostały przeprowadzone zgodnie z metodą TWI IP.
- czas realizacji kroku 2. oraz kroku 3. podczas instruktażu zgodnie z metodą TWI IP uzależniono i przedstawiono względem zadanego czasu cyklu operacji. Krok 1. oraz krok 4. metody TWI IP jest zazwyczaj niezależny od długości czasu cyklu dlatego w obliczenia podano ich wartości wyrażone w minutach,
- przeanalizowano tylko instruktaże z takich operacji, w których czas cyklu nie przekraczał 10 minut.
Analiza statystyczna dla przedstawionych pomiarów rozpoczyna się od określenia średniej arytmetycznej oraz odchylenia standardowego, które niezbędne są do wyznaczenia ufności wraz z określeniem jej przedziałów. W celu oszacowania wartości rzeczywistej na podstawie średniej arytmetycznej z pomiarów niezbędne jest określenie przedziałów, w których znajduje się wartość rzeczywista z założonym z góry prawdopodobieństwem. Prawdopodobieństwo założone, że wartość rzeczywista znajduje się w przedziale ufności określa się mianem poziomu ufności [10]. Na potrzeby tej analizy poziom ufności ustalono na poziomie 95%, co oznacza, że na 100 wyników pomiarowych 95 mieści się w wyznaczonym przedziale ufności. Przedstawione obliczenia zawarto w Tabeli 3.
Tab. 3. Obliczenia i szacowanie czasu szkolenia na bazie przeprowadzonych pomiarów w zależności od kroku metody TWI IP
Źródło: Opracowanie własne
| ZBIORY | Wartość średniej arytmetycznej | Odchylenie standardowe | Ufność na poziomie ufności 95% | Dolna granica ufności | Górna granica ufności | Przedział ufności | |
|---|---|---|---|---|---|---|---|
| Krok 1. metody TWI IP (min) | 05:18 | 00:44 | >00:09 | 05:09 | 05:26 | 05:09-05:26 | |
| Krok 2. metody TWI IP (względem zadanego C/T) | Prezentacja nr 2.1 | 1,283 | 0,120 | 0,023 | 1,260 | 1,306 | 1,260-1,306 |
| Prezentacja nr 2.2 | 3,037 | 0,170 | 0,033 | 3,005 | 3,070 | 3,005-3,070 | |
| Prezentacja nr 2.3 | 6,099 | 0,154 | 0,030 | 6,069 | 6,128 | 6,069-6,128 | |
| Krok 3. metody TWI IP (względem zadanego C/T) | Prezentacja nr 3.1 | 1,555 | 0,121 | 0,023 | 1,531 | 1,578 | 1,531-1,578 |
| Prezentacja nr 3.2 | 1,375 | 0,120 | 0,023 | 1,351 | 1,398 | 1,351-1,398 | |
| Prezentacja nr 3.3 | 2,859 | 0,163 | 0,031 | 2,828 | 2,891 | 2,828-2,891 | |
| Prezentacja nr 3.4 | 5,597 | 0,165 | 0,032 | 5,565 | 5,628 | 5,565-5,628 | |
| Krok 4. metody TWI IP (min) | 04:37 | 00:44 | 00:08 | 04:29 | 04:45 | 04:29-04:45 | |
Zgodnie z założeniami do obliczeń, krok 1. oraz krok 4. wyrażony został w minutach, a krok 2. oraz krok 3. wyrażono w wartości względem zmierzonego czasu cyklu operacji. W Tabeli 4 zaprezentowano sumaryczną wartość średniej arytmetycznej oraz określono przedział ufności dla poszczególnych grup kroków metody TWI IP.
Tab. 4. Sumaryczna wartości wyników dla poszczególnych grup kroków metody TWI IP – szacowanie czasu szkolenia.
Źródło: Opracowanie własne
| Wartość średnia | Dolna granica ufności | Górna granica ufności | Przedział ufności | |
|---|---|---|---|---|
| Krok 1.+Krok 4. | 09:55 | 09:38 | 10:12 | 9:38-10:12 |
| Krok 2.+Krok 3. | 21,804 C/T | 21,610 C/T | 21,999 C/T | 21,610 C/T-21,999 C/T |
Na podstawie wyników zaprezentowanych w Tabeli 4 założono, że wzór na szacowanie czasu szkolenia (ang. Instruction Time, I/T) poprowadzonego zgodnego z metodą TWI IP przy zawartych założeniach wynosi:
| I/T = 10 min + 21,80 C/T | (1) |
Wartość wskaźnika I/T jest przybliżona. Ma ona na celu ułatwić szacowanie czasu szkolenia, a nie precyzyjnie podawać jego długość. Szacowanie czasu szkolenia jest niezbędne przy efektywnym zarządzaniem procesem instruktażu w firmie. Analizując wyniki pomiarów i obliczeń należy wyjść z wnioskiem, że krok 1. podczas prowadzonego instruktażu według metody TWI IP jest niezależny od czasu cyklu operacji. Na jego długość wpływ mają predyspozycje trenera, który może poświęcić więcej lub mniej czasu na przygotowanie ucznia do właściwego instruktażu. Jednakże metoda TWI IP wymaga w tym kroku przekazania pewnego minimum informacji, które to przekazanie zajmuje średnio 5:18 minut. Pierwsza prezentacja trenera podczas kroku 2. instruktażu zgodnego z metodą TWI IP jest bliska czasowi cyklu operacji niezależnie od procesu produkcyjnego, przy którym instruktaż się odbywał. Czas tej prezentacji wynosi średnio 1,28 długości czasu cyklu. Jest to rezultatem tego, że w na tym etapie trener praktycznie pracuje zgodnie z tempem produkcji omawiając słownie wyłącznie główne kroki w pracy. Znacznie, bo aż o średnio ponad 3 krotnie względem czasu cyklu, wzrasta czas drugiej prezentacji trenera, w której poza głównymi krokami omawiane są wskazówki. Taki wzrost jest wynikiem tego, że trener omawiając wskazówki zaprzestaje wykonywać pracę skupiając się na opisie słownym. Ostatnia prezentacja trenera jest dłuższa o średnio 6,1 razy od czasu cyklu głównie ze względu na to, że dominuje w niej przekaz słowny, ponieważ trener poza głównymi krokami oraz wskazówkami szczegółowo omawia przyczyny występowania wskazówek. Jest to najdłuższa prezentacja trenera, ale zarazem najważniejsza, bo poprzez przyczyny trener wzbudza w uczniu świadomość istoty występowania wskazówek w pracy. Krok 3. instruktażu prowadzonego zgodnie z metodą TWI IP zaczyna się od wykonania jednego cyklu produkcyjnego przez ucznia w ciszy, bez słownego omawiania żadnych elementów w pracy. Prezentacja ta jest średnio 1,56 razy dłuższa od czasu cyklu. Zazwyczaj jest to rezultatem braku wprawy ucznia. To w tej prezentacji uczeń po raz pierwszy fizycznie wykonuje cykl produkcyjny. Jak wykazuje analiza, czas wykonania drugiej prezentacji ucznia w korku 3. instruktażu prowadzonego zgodnie z metodą TWI IP jest krótszy od czasu wykonania pierwszej prezentacji ucznia pomimo tego, że w drugiej prezentacji uczeń poza wykonywaniem pracy musi również omawiać główne kroki. Jest to związane z tym, że uczeń wykonując pracę po raz drugi zaczyna zdobywać doświadczenie praktyczne, a wypowiadanie głównych kroków nie wpływa znacząco na wydłużenie tej prezentacji. Trzecia prezentacja ucznia, w której to uczeń omawia główne kroki i wskazówki w pracy jest o średnio 6% krótsza od tożsamej prezentacji trenera w kroku 2. instruktażu zgodnie z metodą TWI IP. Jest to spowodowane tym, że uczeń zazwyczaj krócej omawia główne kroki i wskazówki, aniżeli robił to trener. Podobna sytuacja następuje w czwartej prezentacji ucznia, która to jest o średnio 8% krótsza od tożsamej prezentacji trenera w kroku 2. instruktażu. Czas przeprowadzenia kroku 4. instruktażu według metody TWI IP, podobnie jak w kroku 1., niezależny jest czasu cyklu operacji i wynosi średnio 4:37 minuty. Wszystkie pomiary cząstkowe zostały wyznaczone, aby zdefiniować wzór na szacowanie czasu szkolenia.
Wnioski – szacowanie czasu szkolenia
Metoda TWI IP jest jedną z najczęściej stosowanych metod instruktażu w firmach produkcyjnych. Jest bardzo efektywnym narzędziem instruktażu stanowiskowego głównie dzięki temu, że opiera się na cyklu PDCA oraz na przekazywaniu wiedzy w małych porcjach, które uczeń jest w stanie zapamiętać i powtórzyć. Jej efektywne użytkowanie jest możliwe wyłącznie wtedy, kiedy opracowano w wybranym przedsiębiorstwie macierz kompetencji, która służy skutecznemu zarządzaniu systemem szkoleń stanowiskowych. Jest ona podstawą pod zarządzanie procesem szkoleń w przedsiębiorstwie oraz jest niezbędna przy rozdysponowywaniu pracy pomiędzy operatorów przez bezpośrednich przełożonych. Efektywne zarządzanie systemem szkoleń stanowiskowych wymaga planowania czasu zarówno instruktorom, jak i operatorom. Opracowany w niniejszej pracy wzór na szacowanie czasu szkolenia stanowiskowego z wykorzystaniem metody TWI IP jest wobec tego niezbędnym elementem planowania systemu szkoleń w przedsiębiorstwie i staje się uzupełnieniem standardowej macierzy kompetencji. Szacowanie czasu szkolenia ma ułatwić przełożonym zarządzanie kompetencjami pracowników.
Literatura – szacowanie czasu szkolenia
- Wrona B., Graupp P., Podręcznik TWI, Lean Enterprise Institute Polska, Wrocław, 2010.
- Łuczak B., Kuklińska D., Audi/yty i audi/ytowanie: jak sprawić, by przynosiły jeszcze więcej korzyści, Wydawnictwo Wyższej Szkoły Bankowej, 2007.
- Horbal R., Misiurek B., Rozwój umiejętności mistrzów i brygadzistów wg metody TWI. Szkolenie podwładnych, Zarządzanie Jakością, nr 1, 2009, s. 27-29, s. 31-35.
- Huntzinger J., Why Standard Work is not Standard: Training Within Industry Provides an Answer, AME Association for Manufacturing Excellence, Fourth Issue, 2006.
- Hayes R., Clark , Why some Factories are more Productive than Others, Harvard Business Review, September-October 1986, No. 86508, 1986.
- Liker J., Meier D., Toyota Talent. Rozwijaj swoich pracowników na sposób Toyoty, MT Biznes, Warszawa, 2008.
- Tomy 15-18, Pedagogika, Uniwersytet Mikołaja Kopernika w Toruniu.
- Bożek M., Projekt wdrożenia sytemu instruowania pracowników wg metody TWI w Aesculap Chifa, IX Konferencja Lean Manufacturing, Wrocław, 2009. s.124-144.
- Harris R., Rother M., Tworzenie Ciągłego Przepływu. Przewodnik dla menadżerów, inżynierów i pracowników produkcji, Lean Enterprise Institute Polska sp. z o.o., Wrocław,
- Rossa A., Estymacja Przedziałowa Wybranych Parametrów Populacji, Materiały wykładowe, Uniwersytet Łódzki, 2009.
Informacja o artykule:
Artykuł z opisanym wzorem na szacowanie czasu szkolenia został opublikowany jako rozdział w książce: Innowacje w zarządzaniu i inżynierii produkcji (Oficyna Wydawnicza Polskiego Towarzystwa Zarządzania Produkcją, Editors: Ryszard Knosala, pp.301-311)

Jestem popularyzatorem Lean Management oraz programu Training Within Industry. Jestem praktykiem. Współtworzę wiele startupów. Od 2015 roku jestem CEO w Leantrix - czołowej firmie z zakresu konsultingu Lean w Polsce, która począwszy od 2024 roku organizuje jedną z największych konferencji poświęconych szczupłemu zarządzaniu w Polsce - Lean TWI Summit. Od 2019 roku jestem CEO w firmie Do Lean IT OU zarejestrowanej w Estonii, która tworzy software etwi.io używany przez kilkadziesiąt firm produkcyjnych i usługowych w Europie i USA.