The article presents how to apply the TWI Job Safety (TWI JS) method in the construction industry. A four-step approach to ensuring job safety is introduced.
Is ensuring job safety on construction sites really that important?
In recent years, a kind of “trend” has emerged in Poland to improve safety on construction sites. There may be many reasons for this, but two stand out: first, supervisors are legally accountable for the safety of construction workers under Polish law; second, Polish engineers who have honed their skills in international corporations are importing good practices. Observations from many Polish construction companies confirm that a traditional mindset still prevails in which a worker’s safety is thought to depend mainly on the worker’s own resourcefulness. This approach is highly questionable, however, because supervisors bear the primary responsibility for the level of safety at work. So who, on a construction site, should be responsible for identifying hazards and implementing countermeasures? Let us review a few facts.
According to data from the Central Statistical Office of Poland (GUS), in the first three quarters of 2010 and 2011, 6,193 and 5,879 people, respectively, were injured in construction. GUS divides accidents into three categories: fatal, serious, and minor. Figure 1 shows the number of accidents in each category in 2010 and 2011.
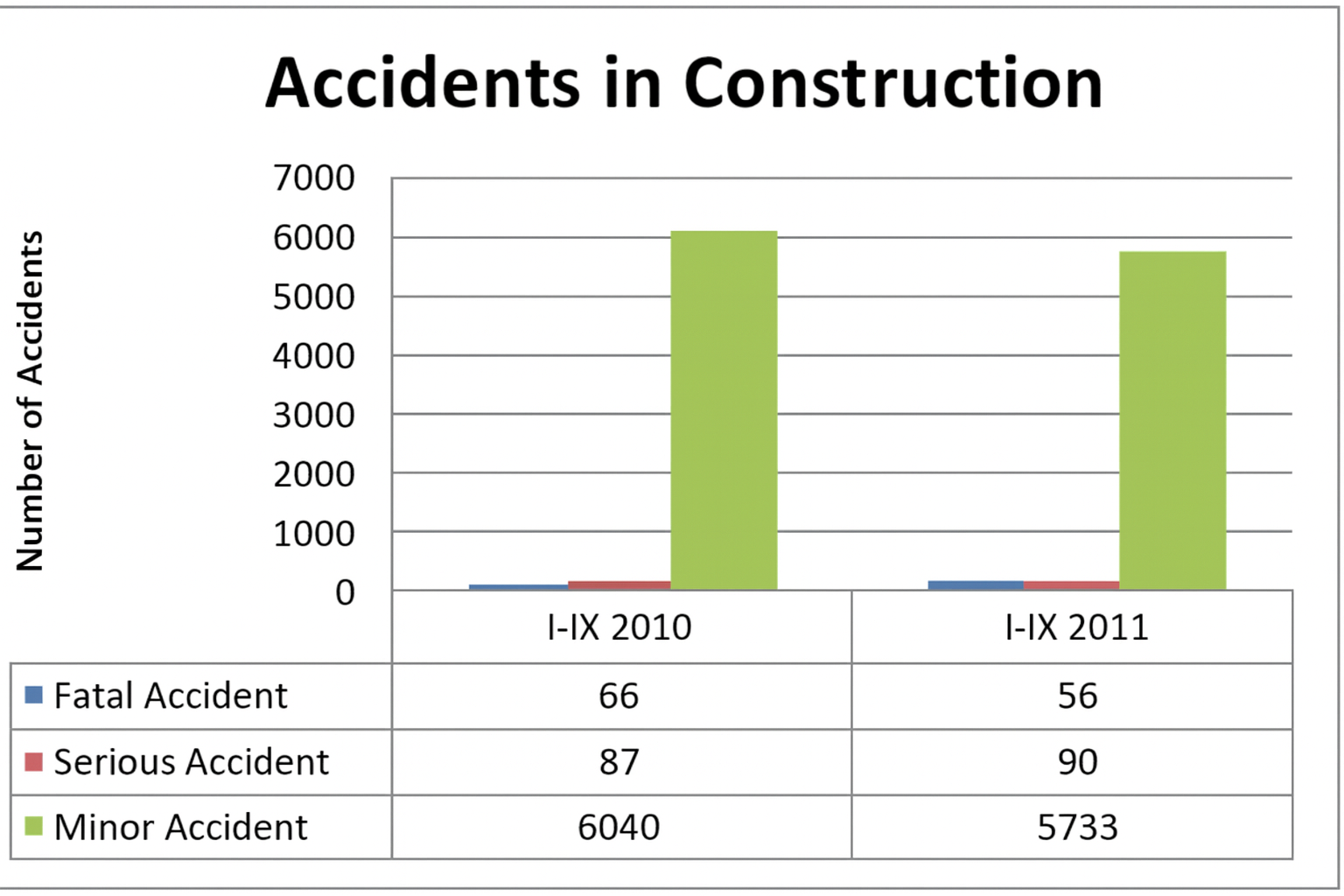
Fig. 1. Number of people injured in construction accidents in the first three quarters of 2010 and 2011 [own elaboration based on 1]
The data in Fig. 1 are only partial; they do not show the most important thing—the impact on society. Behind each accident lies human suffering and pain, associated problems, and often a deterioration of the financial situation of entire families.
Causes of accidents
Following research conducted by leading experts in occupational safety, the causes of accidents can be divided into two main categories [2]:
-
human error,
-
technical problems.
Within “human error,” the most important factors include physical or mental unfitness (or incapacity), inattention or carelessness, lack of appropriate training, and lack of supervision. The “technical problems” category is simplified to include defects in machines and equipment, their damage or failure, and material-related issues. By widely accepted criteria, 90% of accidents result from human error, and the remaining 10% are associated with technical problems (Fig. 2).
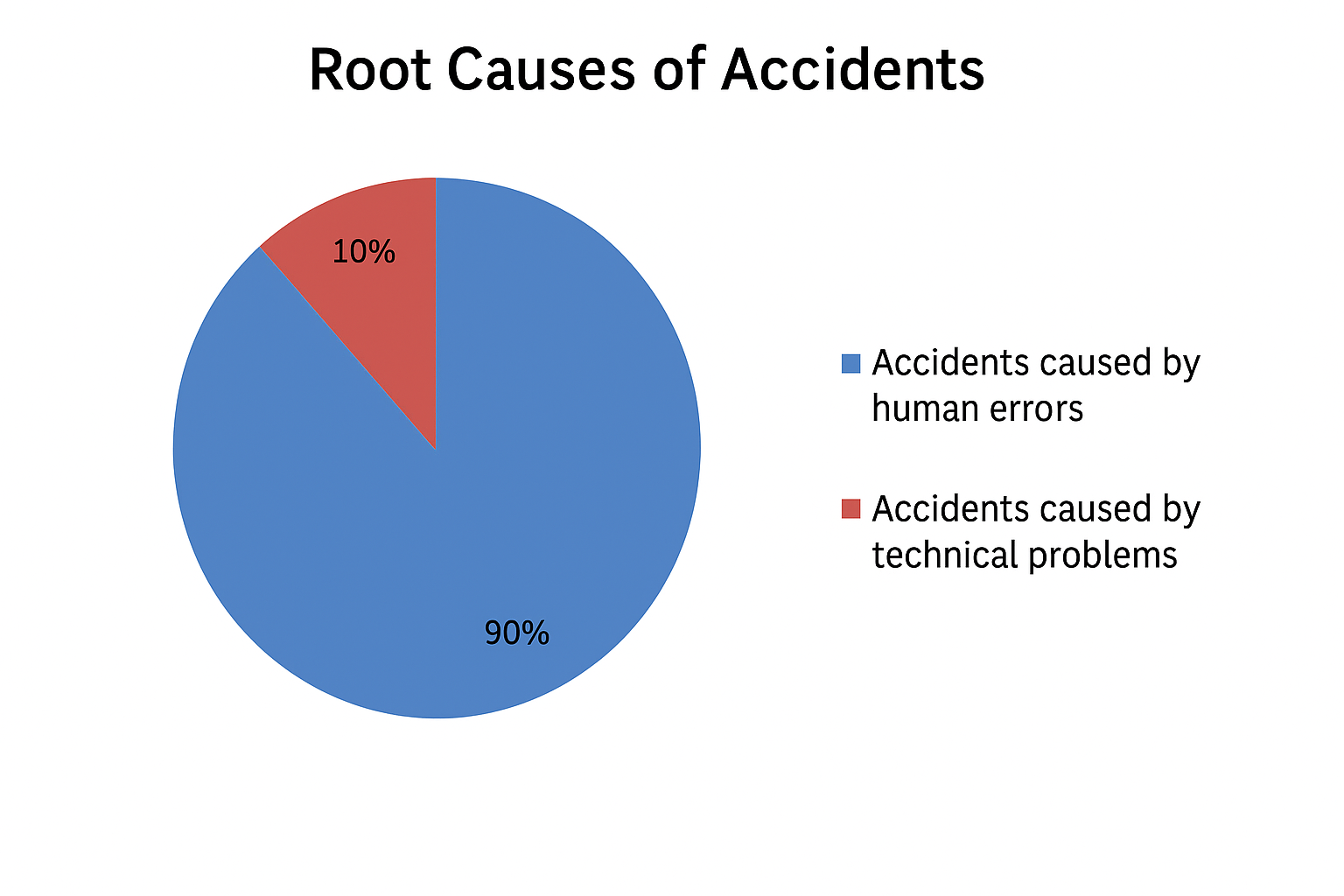
Fig. 2. Root causes of accidents [own elaboration based on 2].
These data are consistent with everyday observations. Over 95% of road accidents are caused by driver errors—particularly failure to follow rules and procedures—while only about 5% result from, for example, a failing braking system.
Improving safety on construction sites must begin with influencing workers’ awareness.
Supervisors’ responsibility for the level of job safety on site
The traditional model, in which only H&S (OHS) specialists are responsible for safety, does not work in practice—as statistics confirm. In the modern approach, primary responsibility for hazard identification rests with foremen, site supervisors, and managers. Every excavation and every workstation should have a risk assessment carried out not by H&S specialists, but by direct supervisors. They possess the greatest practical knowledge of the hazards at the workstation. In this model, the goal is singular: ZERO ACCIDENTS.
Reality, however, is different. Risk assessments performed by H&S specialists are almost always correct legally and substantively, but they often lack the practical insights those specialists do not have. A Polish proverb says, “Accidents happen to people,” implying that accidents are inevitable and must be accepted. The truth is quite different: the likelihood of an accident increases with the number of situations that can lead to near misses—commonly referred to as “close calls.” These are part of both private and professional life, regardless of industry. Research by the American scientist Herbert W. Heinrich at the turn of the 19th and 20th centuries showed that focusing solely on efficient reaction to accidents will not improve safety. Among 330 events of the same type, 300 cause no injury (these are near misses), 29 cause minor injury, and 1 can be serious and result in absence from work (Fig. 4).
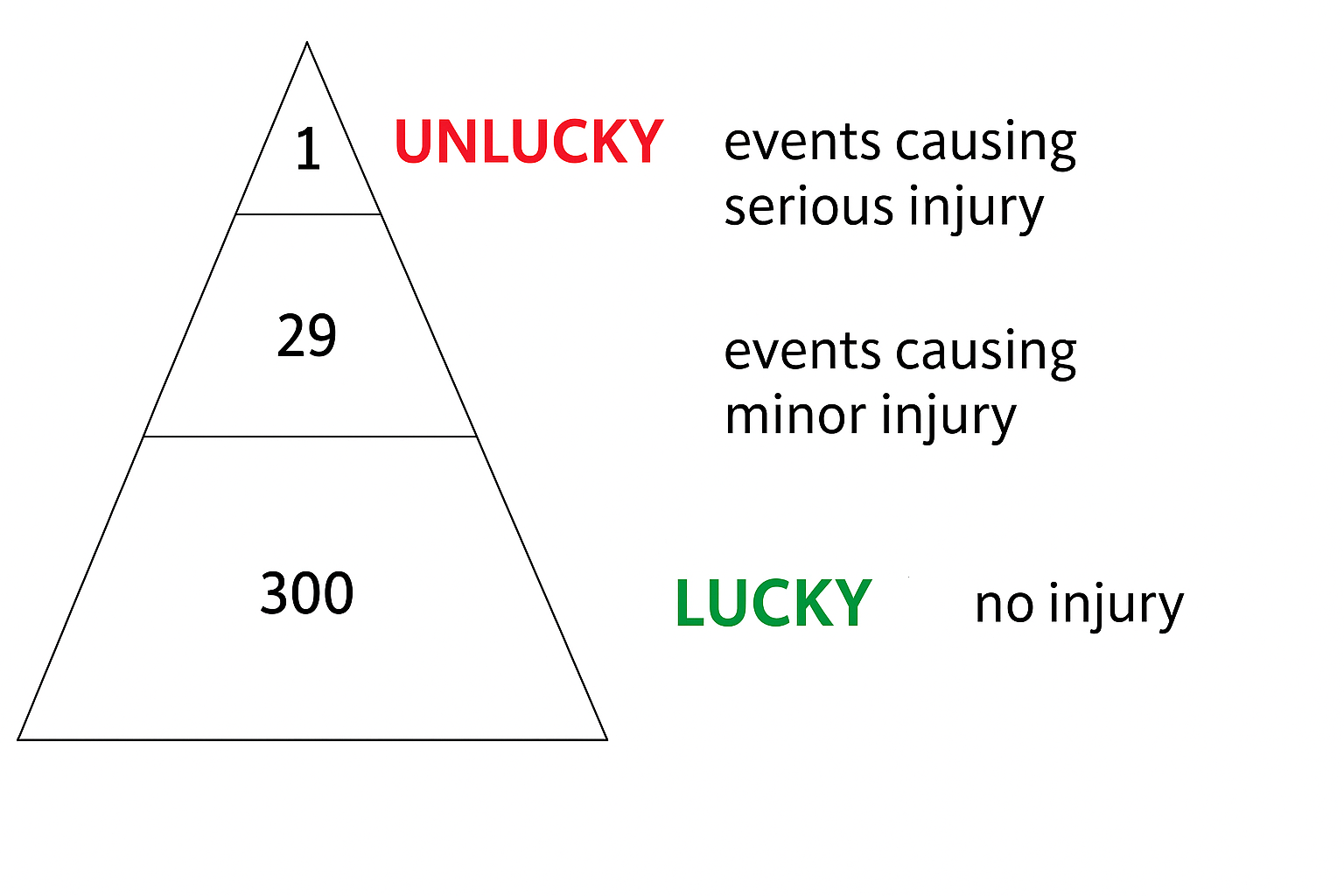
Fig. 4. Statistical distribution of safety-related events for one person [own elaboration based on 2].
The difference among these groups is due solely to luck. Colloquially, one might say: a person who only had near misses was lucky; one who had a serious accident was unlucky.
Even a cursory analysis of this model sets a new direction—focus on potentially dangerous situations. If we reduce their number, we will lower the probability of accidents. What is needed is prevention, which is the main theme in improving Job Safety.
Prevention as the most effective way to prevent accidents — TWI JS
Improving job safety is possible only through continuous identification of hazards and attempts to eliminate them. This is an ongoing process. This way of viewing job safety is embodied in the Job Safety (JS) method from the Training Within Industry (TWI) program. Training Within Industry was developed in the USA during World War II at the request of the U.S. War Department. Its creation was overseen by leading American scientists and practitioners, led by W. Edwards Deming, one of the most recognized management experts. Deming believed that actions should first be planned, then done, then checked to see if they work, and finally acted upon to sustain—described as the PDCA cycle (Plan–Do–Check–Act), commonly known as the Deming Wheel. This cycle formed the basis of Kaizen (continuous improvement). Because Deming actively participated in developing TWI, each TWI method is tightly grounded in PDCA. Likewise, the TWI JS method consists of four steps, aiming at a methodical approach to hazard identification and subsequent handling.
Step 1 focuses on identifying hazards (Plan); Step 2 is defining countermeasures for all hazards (Do); Step 3 is implementing the countermeasures (Check whether they work); Step 4 is verifying results (Act) (Fig. 5).
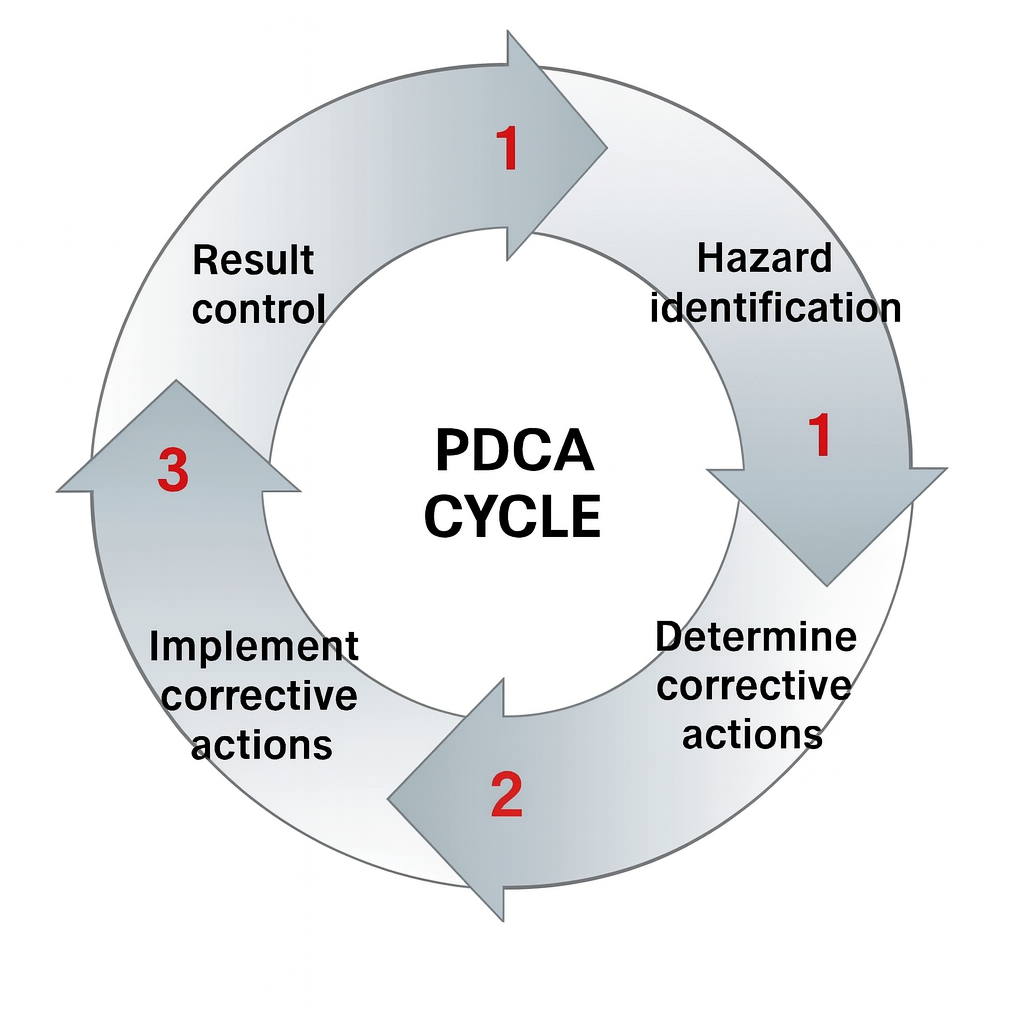
Fig. 5. TWI JS method and the PDCA cycle.
Below is a detailed process for analyzing excavation work using TWI Job Safety.
STEP 1. IDENTIFY LOCATIONS THAT ARE SOURCES OF HAZARDS – TWI JS
The goal is to analyze the workstation to list hazards. The direct supervisor, executing Step 1, should go to the actual location and proceed according to the flow shown in Fig. 6.
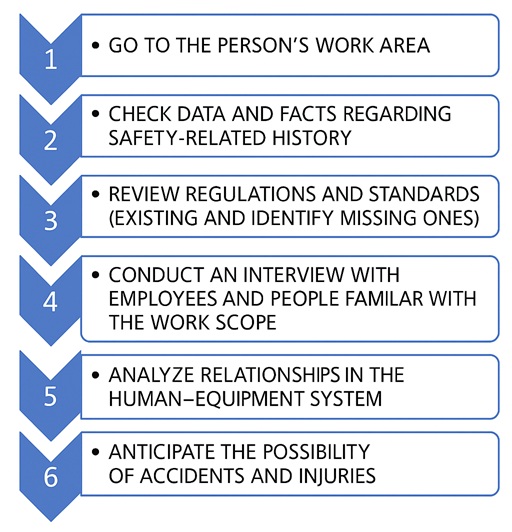
Fig. 6. Procedure for Step 1 of the TWI Job Safety method.
The first stage in improving Job Safety is a thorough identification of hazards at the point of occurrence—this must take place in the real workplace. The objective is to gain in-depth knowledge of the conditions in the work area. The supervisor must review history, regulations, and work standards. A helpful tool for a thorough hazard analysis is the Hazard Identification Sheet (HIS) (Table 1). The presented HIS was prepared for identifying hazards during excavation. For other site areas, the sheet will require verification and updates. A foreman or supervisor with limited H&S experience may not be sufficiently “alert” to hazards. The HIS forces a review of listed points that reflect the most common hazards. If a hazard is identified in the excavation under analysis, the supervisor marks “Yes” on the HIS for that item, describes the hazard, and notes whether any countermeasures are already present at the workstation. In effect, the HIS serves as a checklist.
Table 1. Hazard Identification Sheet [own elaboration]
| No. | Type of hazard | Is the hazard present? | Hazard description | Current ways of eliminating/controlling the hazard |
|---|---|---|---|---|
| 1 | Ergonomic hazards (e.g., difficult access, awkward posture) | Yes / No | ||
| 2 | Hazards from moving/loose elements | Yes / No | ||
| 3 | Disorder (e.g., lack of 5S rules, objects lying around) | Yes / No | ||
| 4 | Sharp edges (e.g., knives, chisels, saws, tool bits, sharp parts of machines/equipment; edges of glass items or sheet-metal parts; nails, pins, needles, etc.) | Yes / No | ||
| 5 | Lifting/carrying equipment | Yes / No | ||
| 6 | Movement of people | Yes / No | ||
| 7 | Movement of materials | Yes / No | ||
| 8 | Working at heights / falls from height | Yes / No | ||
| 9 | Slippery or uneven surfaces | Yes / No | ||
| 10 | Electric shock | Yes / No | ||
| 11 | Fire and/or explosion | Yes / No | ||
| 12 | Machine failures | Yes / No | ||
| 13 | Noise | Yes / No | ||
| 14 | Visible optical radiation | Yes / No | ||
| 15 | Vibration (whole-body and hand-arm) | Yes / No | ||
| 16 | Electrostatic field | Yes / No | ||
| 17 | Industrial dusts | Yes / No | ||
| 18 | Toxic substances | Yes / No | ||
| 19 | Irritants | Yes / No | ||
| 20 | Static physical loads (awkward posture, repetitive monotone tasks) | Yes / No | ||
| 21 | Dynamic physical loads (work with high energy expenditure) | Yes / No | ||
| 22 | Other… | Yes / No |
After completing hazard identification, the supervisor can proceed to Step 2 of TWI JS—defining countermeasures.
STEP 2. DEFINING COUNTERMEASURES – TWI JS
The main goal here is to match appropriate countermeasures to the identified hazards. The analysis should involve employees who know their workplace well. The most effective countermeasure is elimination of the hazard; the least effective is personal protective equipment (PPE) (Fig. 7).

Fig. 7. Hierarchy of countermeasure effectiveness.
Each hazard should have a defined countermeasure. Start the analysis by proposing elimination. Not all hazards can be eliminated. If that is the case, look for engineering controls. For noise, for example, engineering solutions include sound-absorbing/isolation enclosures, acoustic silencers, acoustic screens, and industrial sound-insulating cabins. Designing an engineering control does not end the analysis, because the hazard still exists; next, prepare visual warnings at the workstation and conduct effective on-the-job instruction about the hazard by direct supervisors. The least effective measure is PPE. It is important and necessary, but should be implemented as a last resort and to supplement other countermeasures. In practice, however, many companies start their safety systems with PPE—forgetting that eliminating the hazard is most effective.
STEP 3. IMPLEMENTING COUNTERMEASURES – TWI JS
Step 3 is about putting countermeasures into practice. Particular emphasis should be placed on ownership by the supervisor—on the simple premise that the supervisor cares most about effective implementation. If the supervisor cannot implement the Step-2 countermeasures alone, they should seek help from a foreman, manager, or H&S specialist. Implemented actions are divided into:
-
Immediate actions—to be introduced at once because there is a hazard that must be contained.
-
Long-term actions—usually requiring more in-depth analysis.
STEP 4. VERIFYING RESULTS – TWI JS
The final step concerns evaluating the results. Unfortunately, it is often neglected or omitted. Audits, reacting to deviations, constant work with people, and engaging rank-and-file employees in cyclical safety checks should never cease. The more hazards, near misses, and incidents are identified and eliminated, the lower the probability of serious accidents and adverse events. It is in top management’s interest to ensure the safety system works. Fewer accidents mean higher process productivity.
Summary — TWI JS
An effective job safety system is, above all, the identification and attempted elimination of hazards, with workstation analyses carried out by foremen and supervisors in cooperation with employees. An effective safety system is a process of continuous improvement. It is not enough to train employees and equip them with PPE. You must work with them to eliminate hazards—and, where elimination is not possible, to design the best feasible engineering controls to protect them. Assume that every workstation contains hazards. The key is to identify them—consistent with the famous saying: “The absence of problems is the biggest problem.”
References
[1] Official data from the Central Statistical Office of Poland (GUS).
[2] Heinrich H. W., Industrial Accident Prevention. New York, Toronto, London, McGraw-Hill Book Company, Inc., 1959.
[3] http://www.bezpieczny-przejazd.pl/dla-mediow/informacja-prasowa/
Article information:
Published in Inżynier Budownictwa (April 2012)

I am a promoter of Lean Management and the Training Within Industry program. I am a practitioner. I co-create many startups. Since 2015, I have been the CEO of Leantrix - a leading Lean consulting company in Poland, which, starting from 2024, organizes one of the largest conferences dedicated to lean management in Poland - the Lean TWI Summit. Since 2019, I have been the CEO of Do Lean IT OU, a company registered in Estonia that creates the software etwi.io, used by dozens of manufacturing and service companies in Europe and the USA.