
Recently, we had the pleasure of executing an implementation project for a client in the furniture industry, where the key goal was to optimize material flow and improve production efficiency. The project was based on the use of two proven approaches – Value Stream Mapping (VSM) and algorithms and procedures for facility layout optimization – Facility Layout Problem (FLP). The entire project was carried out within the framework of Lean Management. The project involved Leantrix trainers, process engineers, and Lean specialists who collaboratively analyzed production flows, identified sources of waste, and designed a new production layout. During the project, we consulted with experts in layout design optimization from the Wrocław University of Technology – Prof. Jerzy Grobelny and Prof. Rafał Michalski – and used the methods and decision-support tools developed by them in this field.
In this article, we will discuss:
- What Value Stream Mapping (VSM) is and the role it plays in identifying production issues.
- The fundamentals of Lean Management and the concept of waste elimination – including the eight types of waste.
- The FLP method – its assumptions, practical applications, and its significance in production layout design.
- A case study – a detailed description of the project at a client in the furniture industry, where VSM and FLP were applied, along with a discussion of the achieved results.
- A summary and bibliography with references to the works of Professor Rafał Michalski and Professor Jerzy Grobelny on FLP, the publications of John Sook and Mike Rother on VSM, and the book “The Toyota Way” by Jeffrey Liker.
What is Value Stream Mapping (VSM) and What Is Its Purpose?
Definition and Purpose of VSM
Value Stream Mapping (VSM) is a method for visualizing and analyzing the flow of materials and information in production or service processes. The main goal of VSM is to identify all the necessary stages that transform raw materials into a finished product and to detect areas where waste is generated. By mapping the value stream, companies can:
- Visualize the entire process from order to delivery from the perspective of material flow.
- Identify value-adding activities and those that do not contribute any real benefits.
- Determine the points where improvements can be implemented to shorten the production cycle and reduce operating costs.
Stages in the VSM Process
The creation of a value stream map can be divided into several key stages:
-
Planning and Preparation:
Collecting data on the current state of processes, such as cycle times, inventory levels, material flows, and information flows. Both production workers and Lean specialists participate in this stage. -
Creation of the Current State Map:
Visualizing the existing production flow, where each stage – both value-adding and waste-generating – is described in detail. -
Analysis and Identification of Issues:
Determining the critical points where there are excessive inventories, long waiting times, unnecessary movements, or other forms of waste. -
Designing the Future State Map:
Developing a concept of improvements aimed at eliminating the identified problems. The involvement of an interdisciplinary team is key. -
Implementation of Improvements:
Implementing changes in the production process and monitoring their effects, often in an iterative manner.
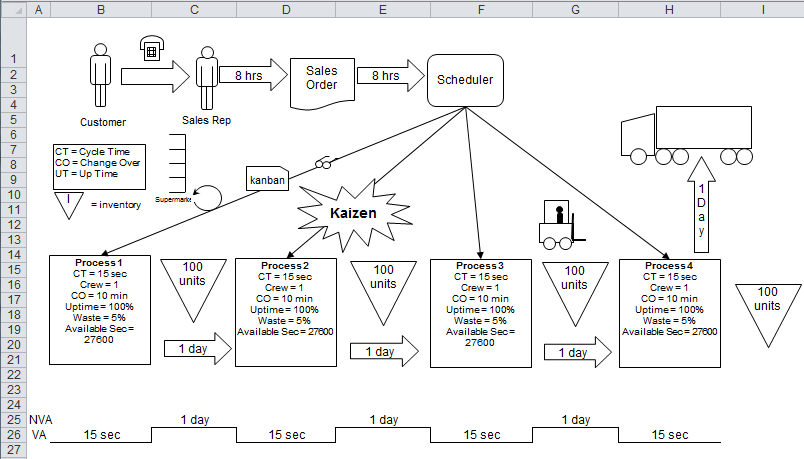
VSM Example – Source
Benefits of Using VSM
Employing the VSM method allows companies to:
- Reduce processing times and shorten the production cycle.
- Identify and eliminate unnecessary operations, which leads to lower operating costs.
- Improve information flow between departments, enabling better coordination and quicker responses to changes in demand.
- Enhance product quality and increase customer satisfaction.
Lean Management as an Orientation Towards Waste Elimination
Fundamentals of Lean Management
Lean Management is a management philosophy focused on continuous process improvement through the elimination of waste. The concept was inspired by Toyota’s production system, where the aim was to achieve maximum operational efficiency. Key principles of Lean Management include:
- A focus on the customer and delivering maximum value with minimal resources.
- Continuous improvement (kaizen).
- Engagement of employees at every level of the organization.
- Maintaining a smooth production flow and eliminating unnecessary inventories.
The Eight Types of Waste
In Lean Management, the concept of waste is a cornerstone that enables the identification and elimination of activities that do not add value for the customer. According to Taiichi Ohno, there are eight fundamental types of waste, each of which affects operational efficiency:
-
Overproduction:
Producing more than is required leads to the accumulation of excess inventory. Overproduction generates additional costs related to storage and inventory management, as well as the risk that products may expire or become damaged. In practice, overproduction often masks other issues in production processes, such as poor planning or unsynchronized departmental activities, which can further burden the operating system of the enterprise. -
Waiting Time:
Waiting time refers to periods during which machines, workers, or information systems remain idle, waiting for the next operation to start. This can result from delays in raw material delivery, equipment breakdowns, or poor process planning. Every minute of wasted waiting time extends the production cycle, thereby increasing operating costs and reducing the company’s ability to respond swiftly to market demands. -
Transportation:
Transportation involves the unnecessary movement of materials, components, or finished products between various stages of production. Excessive movement may result from poorly designed layouts or suboptimal placement of workstations. Every additional transportation step incurs costs – both financial and time-related – and increases the risk of damage during transit. -
Excessive Processing:
Excessive processing is the performance of activities or operations that do not add value to the product. This may include redundant inspections, excessive formalities, or overly complex procedures that do not improve the final product’s quality. Performing unnecessary processes burdens employees, extends the production cycle, and increases costs without delivering real benefits to the customer. -
Excess Inventory:
Excess inventory occurs when too many raw materials, work-in-progress, or finished goods are stored. High inventory levels involve costs for storage, carry the risk of product expiration or damage, and can lead to management and turnover issues. Excess inventory often results from poor production planning or a mismatch between production output and actual demand. -
Unnecessary Motion:
Unnecessary motion refers to the superfluous movements made by workers during the execution of their tasks. This can include long walks between workstations, poorly organized work areas, or the lack of proper tools that would facilitate work. Excessive motion leads to employee fatigue, increases the risk of injury, and wastes time that could be better spent on value-adding activities. -
Defects:
Defects refer to the production of items that do not meet quality standards. Low-quality products necessitate costly rework, repairs, or scrapping, which generates additional costs and undermines customer trust in the brand. Defects can arise from inadequate quality control procedures, the use of substandard materials, or errors in the production process. -
Underutilized Talent:
Underutilized talent is the failure to fully leverage the skills, creativity, and knowledge of employees. This can result from a lack of training, an inappropriate organizational structure, or insufficient employee involvement in decision-making processes. Failing to harness employee potential limits innovation and the ability to improve processes, which can negatively impact the company’s competitiveness over time.
Each of these types of waste, although they may appear independent, often interact and amplify each other’s effects. Therefore, eliminating waste in Lean Management requires a systematic approach and continuous process improvement. Through such efforts, companies can achieve significant operational improvements, reduce production costs, and increase customer satisfaction.
The FLP Method – Assumptions and Practical Implementation
Fundamentals of the Facility Layout Problem (FLP)
The Facility Layout Problem (FLP) is focused on optimizing the arrangement of resources within an enterprise. Its goal is to find a configuration of machines, workstations, or storage areas that minimizes material flow costs and improves ergonomics. The primary assumptions of FLP include:
- Minimizing the total cost of material flow, which mainly arises from the movement of employees and products between workstations.
- Optimal utilization of available space – both from a production and ergonomic perspective.
- Considering quality criteria such as safety and comfort, which are often difficult to capture in strict mathematical formulas.
Practical Aspects of Applying FLP
Implementing the FLP method in practice involves several key stages, each of which significantly impacts the final quality of the designed layout:
-
Analysis of the Current Layout:
In this stage, a detailed analysis of the existing production space organization is conducted. Key activities include:- Precise measurement of distances between machines, workstations, and storage areas, which helps to obtain a realistic spatial view and identify potential bottlenecks.
- Analysis of material flows – both raw materials and finished products – to determine how efficiently materials are moving within the facility. Workers’ movement paths are also examined to identify unnecessary travel.
- Evaluation of the ergonomic aspects of workstations by collecting data on working conditions, accessibility to tools and machines, and assessing whether the current layout promotes safety and comfort.
-
Identification of Areas for Improvement:
Based on the collected data, an evaluation is made to determine which elements of the current layout cause waste or limit operational efficiency. At this stage:- Locations where excessive movement occurs – both in terms of material flow and employee movement – are identified.
- Areas with excess inventories or delays in raw material delivery are analyzed as potential sources of loss.
- Elements that negatively affect workstation ergonomics – such as poorly placed tools or machines, or an inadequately organized workspace forcing employees into unnecessary movements – are pinpointed.
- All identified issues are documented to precisely determine which areas require changes.
-
Designing the New Layout:
Based on the analysis results, the next step is to design a new, optimized production layout. This stage involves:- Creating new proposals for the arrangement of machines and workstations. Optimization algorithms, such as heuristics inspired by simulated annealing, are often used to generate different layout variants.
- Utilizing visual techniques, for example, scatter plots, to illustrate potential spatial configurations. These graphical tools help quickly identify layouts that minimize distances between key material flow points.
- Designing the new layout while taking into account both cost-related criteria (minimizing transportation and movement costs) and ergonomic factors (improving comfort and safety). Each proposal is evaluated in terms of achievable benefits and its alignment with Lean Management principles.
-
Implementation and Evaluation of Results:
The final stage involves implementing the newly designed layout and monitoring its effectiveness. In practice, this means:- Gradually introducing changes – often implemented in stages to allow employees to adapt to the new configuration and to facilitate early detection of any issues.
- Conducting training sessions for employees to familiarize them with new procedures and the updated organization of work, ensuring the new layout is used efficiently.
- Systematically monitoring key performance indicators, such as reduced transportation costs, shortened material flow times, and improved ergonomics. This ongoing measurement allows for the rapid detection and correction of any deviations from expected results.
- Evaluating the outcomes also involves gathering feedback from employees and production managers, which provides valuable insights for further process improvements.
Implementing the FLP method requires a comprehensive analysis of the facility’s current state, precise identification of improvement areas, thoughtful design of a new layout, and systematic monitoring of the implemented changes. This approach not only significantly reduces operating costs but also enhances workplace ergonomics and overall production efficiency.
Integration of FLP with Lean Management
Integrating the FLP method with Lean Management represents an excellent combination of analytical approaches and the philosophy of continuous improvement. In our project with the furniture industry client:
- We used VSM to identify problematic areas and unnecessary flows.
- Based on the VSM analysis, we performed an FLP assessment that allowed us to design a new production layout with a focus on eliminating waste.
- The project considered both the optimization of material flows and the improvement of workstation ergonomics, contributing to increased worker comfort and reduced operational error risks.
Case Study – Implementation of VSM and FLP at a Furniture Industry Client
Project Overview
In the presented project, a client from the furniture industry faced challenges with inefficient material flow and suboptimal workstation layout. An analysis of the production processes revealed that:
- Frequent downtime and excessive movement of employees led to long order fulfillment times.
- The arrangement of machines and workstations did not meet ergonomic standards, negatively affecting worker comfort and safety.
- The lack of coherence between material flow and the physical layout of production resulted in unnecessary operating costs.
Stage 1 – Material Flow Analysis Using VSM
At the project’s outset, we conducted workshops with Leantrix trainers, process engineers, and Lean specialists. The workshops aimed to:
- Map the current state of production in detail.
- Identify non-value-adding stages and areas where waste occurred.
- Determine key issues, such as the inefficient arrangement of inventories and unnecessary employee movement.
Through the visualization of material flow, we identified areas where Lean tools could significantly improve process efficiency. It became evident that the existing layout was poorly designed, with considerable waste stemming from excessive movement and redundant processing.

Current State – before VSM and FLP
Stage 2 – Designing the New Layout Using FLP
Based on the VSM analysis, we moved on to designing a new production layout using the FLP methodology. In this stage:
- We conducted a detailed spatial analysis of the facility, measuring distances between workstations and determining the optimal material flow.
- Optimization algorithms were used to simulate various layout variants, generating proposals for rearranging machines and workstations.
- The chosen solution minimized the overall cost of material flow while improving ergonomics and worker comfort.
A new layout was developed for key areas, and solutions that minimized waste were implemented successfully.

Future state – after VSM and FLP
Stage 3 – Implementation and Results
The new layout was implemented gradually, with employee training sessions and continuous monitoring of efficiency. The outcomes included:
- Reduction in transportation costs: Improved material flow reduced the distances employees had to travel, leading to lower operating costs.
- Shortened production cycle: Eliminating unnecessary movements and optimizing workstation arrangement resulted in faster order fulfillment.
- Enhanced ergonomics and safety: The new layout was designed with ergonomics in mind, reducing the risk of injuries and increasing worker comfort.
- Increased production efficiency: Better synchronization of material flows and spatial optimization led to more effective resource utilization and higher overall system performance.
Below are the results of the implemented solution:
| Area | Before | After | Improvement (%) |
|---|---|---|---|
| Distance traveled per work cycle by the operator | 97 m | 47 m | approx. 52% |
| Operator work cycle time | 17 minutes | 12 minutes | approx. 29% |
| Number of hazards (visualized for employees) | 10 hazards | 2 hazards | 80% |
| Machine OEE | 62% | 67% | approx. 8% |
The organization’s goal is to achieve a machine OEE of 70%. In light of this, further activities are planned, including an analysis of machine downtime to improve availability – one of the main focus areas in this project. By implementing VSM and FLP tools within the Lean Management framework, the furniture industry company achieved significant operational improvements, as confirmed by both internal audits and employee feedback.
Summary
The integration of Value Stream Mapping and the Facility Layout Problem methodology provides an excellent example of the synergy between Lean Management tools. In this case study:
- A detailed analysis of material flow allowed the identification of waste-generating areas.
- Designing a new layout using FLP enabled the creation of an optimal production configuration, reducing transportation costs and enhancing workstation ergonomics.
- The involvement of an interdisciplinary team – including Leantrix trainers, process engineers, and Lean specialists – ensured effective implementation and measurable results.
The combination of analytical methods (VSM) with an optimization model (FLP) not only contributed to reducing operating costs but also improved working conditions. In today’s dynamic market environment, companies that adopt Lean Management solutions can expect sustainable process improvements, better resource utilization, and increased customer satisfaction.
Bibliography
- Grobelny J., Michalski R. (2024). Linguistic pattern-based facility layout optimization in designing sustainable manufacturing systems. IEEE Transactions on Fuzzy Systems, 1-12. https://doi.org/10.1109/TFUZZ.
2024.3426946 - Grobelny J., Michalski R. (2022). Linguistic patterns as a framework for an expert knowledge representation in agent movement simulation. Knowledge-Based Systems. 243, 108497, 1-21. https://doi.org/10.1016/j.
knosys.2022.108497 - Grobelny J., Michalski R. (2017). A novel version of simulated annealing based on linguistic patterns for solving facility layout problems. Knowledge-Based Systems, 124, 55-69. https://doi.org/10.1016/j.
knosys.2017.03.001 - Sook, J. & Rother, M. Learning to See: Value Stream Mapping to Add Value and Eliminate MUDA.
- Liker, J. K. (2004). The Toyota Way: 14 Management Principles from the World’s Greatest Manufacturer.
Article Summary
This article presents a comprehensive approach to implementing Lean Management in a manufacturing company within the furniture industry, where the key tools were Value Stream Mapping and the FLP methodology. Material flow analysis enabled the identification of waste sources, while designing the layout using FLP improved ergonomics and production efficiency. The integration of expert knowledge with optimization algorithms and visual tools, such as scatter plots, resulted in solutions that significantly reduced operating costs and enhanced working conditions. Supported by the experience of Leantrix trainers and Lean specialists, this project is a prime example of effectively applying scientific methods in business practice.
The project demonstrates that combining analytical tools (VSM) with an optimization model (FLP) delivers tangible benefits – from cost reduction and shortened production cycles to improved workstation ergonomics. In an increasingly competitive and dynamic market, companies that embrace Lean solutions can achieve lasting operational improvements and higher customer satisfaction.

Training Within Industry and Lean Management Practitioner.
He is a lecturer at the WSB University in Wrocław. He is the author and co-author of several pieces of literature on the TWI program.
He is a managing partner in the LeanTrix company and a master Trainer for Europe. Additionally, he is involved in projects such as eTWI System and Lean Community
He has run projects for: Lotte Wedel, Danone, Kompania Piwowarska, eobuwie.pl, Arvato, Whirlpool, B / S / H, Geberit, RECARO, Tenneco, Sumitomo Electric, Stadler, Vesuvius Poland








